【技術解説】エキスパンダーロールの正しい接触角(巻き角)設定と素材別推奨値
- 大阪染織機械株式会社 代表取締役社長
- 4月20日
- 読了時間: 4分
「エキスパンダーロールを導入したのに、シワがうまく取れない……」
「新素材のラインを立ち上げたが、ロールの角度設定がわからない」
製造現場でこのようなお悩みはありませんか?
エキスパンダーロール(湾曲ロール)のシワ取り・拡幅効果を最大限に引き出すための鍵は、ロールに対するシートの「接触角(巻き角)」にあります。
今回は、国産エキスパンダーロールのパイオニアである大阪染織機械株式会社が、接触角の重要性と素材別の設定目安について解説します。
接触角(巻き角)がシワ取り効果を左右する理由
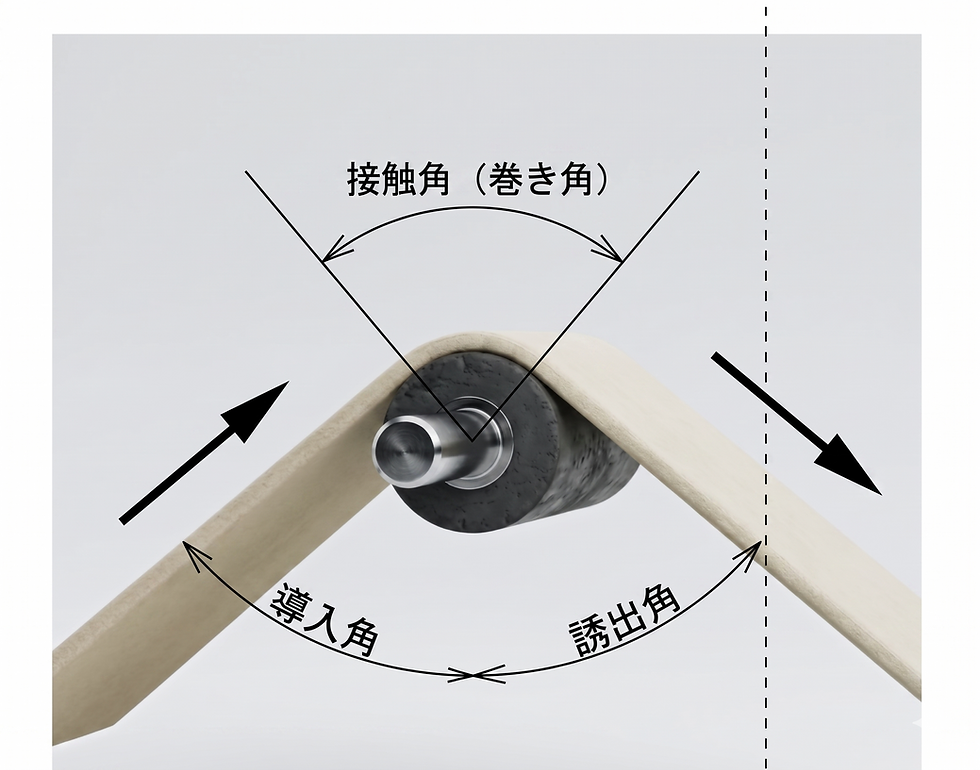
エキスパンダーロールは、ロールの「凹側」から「凸側」へシートが移動する際、ロール表面が横方向に広がる動きを利用してシワを伸ばします。
この「広がる動き」をシートに効率よく伝えるためには、素材がロールに接している範囲、つまり接触角を適切に保つ必要があります。
接触角が浅すぎると拡幅力が伝わらず、逆に深すぎると別のトラブルを引き起こす原因となります。また、大前提としてシートは必ずロールの「凹側」より導入し、「凸側」へ誘出するように取り付けてください。
【素材別】エキスパンダーロールの推奨接触角(参考値)一覧
加工する基材の厚みや柔軟性によって、適正な接触角は異なります。以下の数値は、これまでの実績や技術基準に基づく一般的な目安(参考値)です。
分類 | 基材・素材タイプ | 推奨接触角(参考値) |
フィルム・箔 | PP・PAフィルム(1〜6μm) | 60°〜90° |
PP・PAフィルム(8〜20μm) | 45°〜60° | |
PP・PAフィルム(20μm以上) | 45° | |
金属(蒸着)フィルム | 15°〜20° | |
製紙・パルプ | 紙・板紙(ペーパー/ボード) | 15°〜30° |
抄紙網(フォーミングファブリック) | 20°〜25° | |
プレスワイヤー | 20°〜40° | |
ウェットフェルト | 30°〜60° | |
繊維・テキスタイル | 一般的な生地 | 45°〜60° |
伸縮性のある生地 | 60°〜90° |
※実際の最適な角度は、ラインの張力(テンション)、搬送速度、前後のロール間距離によって変動します。
注意!接触角90度以上は効果がほとんどありません
「しっかり巻き付ければシワが取れるだろう」と考え、接触角を120度や180度といった深い角度に設定されるケースがありますが、これは逆効果になる可能性が高いです。
なぜ90度以上は推奨されないのか?
湾曲タイプの特性上、シートが「凸側の頂点」を過ぎてさらに巻き付くと、今度はロール表面が「中央に向かって収縮するゾーン」に入ってしまいます。
せっかく広げたシートを再び中央に寄せる力が働いてしまうため、シワ取り効果が著しく低下し、場合によっては新たなシワを発生させてしまいます。
深い接触角が必要な現場には「フラットタイプ」を
ラインの設計上、どうしてもパスラインを大きく曲げなければならない(前後のロールとの距離が取れない)、あるいは高いテンションで深く巻き付ける必要がある場合には、フラットエキスパンダーロールが有効です。
フラット型は輪ゴムのようにロール表面の弾性体自体が横に伸縮する原理でシワを伸ばします。そのため、湾曲ロールのような「収縮ゾーン」の制約を受けにくく、深い接触角を必要とする過酷な条件下でも安定した拡幅が可能です。
確実なシワ取り・拡幅は、プロの「選定」から
今回ご紹介した接触角の数値は、あくまで一般的な目安に過ぎません。
「とりあえず角度を調整してみる」といった現場での応急処置や自己流の調整だけでは根本的な解決に至らず、結果的に高価な基材のロスや生産効率の低下を招く恐れがあります。
「本当にこの角度で合っているのか?」
「自社の素材やライン環境には、湾曲型とフラット型のどちらが最適か?」
確実なシワ取り・拡幅を実現し、品質を安定させるためには、ウェブハンドリングの専門家による正確な「製品選定と導入」が不可欠です。
大阪染織機械株式会社では、70年以上にわたる実績と技術データに基づき、お客様の現場条件を正確に見極め、最適な仕様のエキスパンダーロールをご提案・設計いたします。シワに関するお悩みや、新規ラインの立ち上げをご検討の際は、製品ロスが発生する前にぜひ一度私たちにご相談ください。